| Assembly Line | Abreviation |
Henschel & Sohn |
Miag |
|
Alkett |
|
MHN |
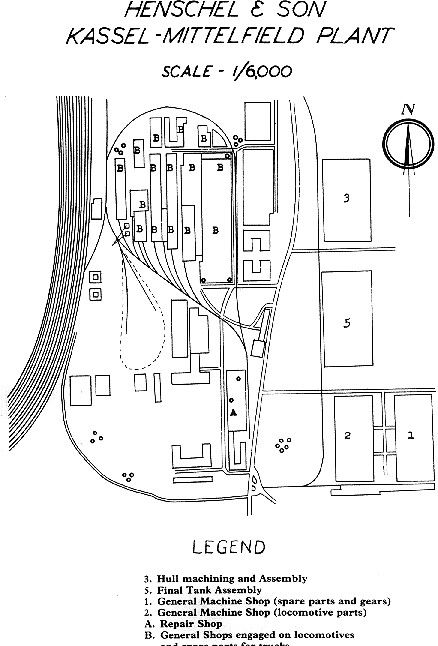
Henschel assembly line was situated on Kassel, it consist of three general engineering works (Werk I, II and III). The Tiger was assembled on Werk III (the pictures of this page are taken on this Hall). Werk I and II were occupied with the production of locomotives.
From early 1935 Henschel started to make AFV, namely the PzKpw I B. By 1939-1940 began the large scale production of the PzKpw III. As mention the production of the Tiger dated from 1941. According to an allied report of a visit made between 19 and 24 April 1945:
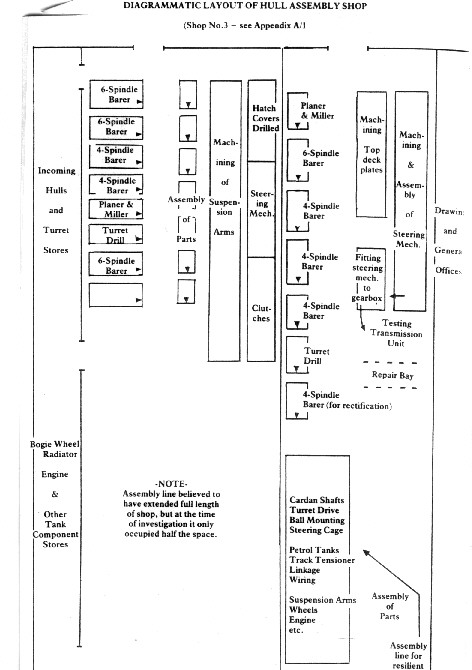
"8000 workers were engaged on tank production, working in two shifts each of 12 hours. The night shift was stated to have only 50% of the output of the day shift. A pure "Takt" [check out this inscription on the wall of Hall 3 on the pictures ] system was employed in the assembly shop and this consisted of nine "takte", each of six hours. The total time estimated to complete a tank, including the various machining processes, was said to be 14 days. An average of 18-22 tanks were carried in the hull assembly line. There were two hull assembly lines fitted in shop Number 3 , one on each side of the two large bays. The remainder of each bay was devoted to the machining of suspension arms, hatch cover plates, steering mechanism, top decks, and assembly of the resilient bogey wheels.
The hull arrived as a welded unit with holes for suspension arms, final drive, rear idler, etc, rough bored. It then went to an eight-spindle horizontal borer were the holes in the hull sides for the suspension arms were finish bored.
The next process is the four-spindle borer, wich
finished the holes, both front and rear, for the final drives and
idlers. The hull then goes to a vertical lathe for machinning the
face on the superstructure roof for the turret ring.
Simultaneously with this process, the milling of the hull sides
to receive the final drive casing is carried out.
The hull the moves on to an assembly line so that the various
components can be added. Significant differences between the two
hull machining lines lies in the fact that, whereas in the one
case the hull is straight away mounted on to bogeys running on
rails , in other case (the older line) the hulls have to be
craned from one drill jig to the next wich necessitates accurate
alignment before each operation. In this case, the hull moved
sideways whereas in the former case they were positioned nose to
tail. The machining of the superstructure top plate to receive
the turret ring, and the end milling of the hull side plates to
receive the final drive casing, are taken as data for all
subsequent machining operations. This process must therefore be
carried out first on the newer machining line if satisfactory
results are to be obtained, because the hull is only adjusted for
alignment once. on both assembly lines, the hulls move nose to
tail and were carried on bogies mounted on rails.
MHN
BIBLIOGRAPHY :
For more informations about this vehicle check out Achtung Panzer